If you look around and focus on the things that you use for performing your daily work, you will find those things made of wood and metal the most.
Since the invention of the periodic table, listing down metals and their characteristics has been a regular phenomenon.
Performing this activity is because we can later take the benefit of the record.
Before the invention of 3D printing technology also, the craze of using metal for manufacturing existed.
After the discovery of 3D printing technology, metal 3D printing became the most diverse segment of 3D printing technologies.
To date, we have Powder Bed Fusion Technology, Direct Energy Deposition, and Metal Binder Jetting, Ultrasonic Sheet Lamination, and New Metal 3D printing process for metal 3D printing.
If you find another name of the technology that promises to do metal 3D printing, it might be another name of these names of the technologies mentioned above.
The reason behind the discovery of these many metal 3D printing technologies is the lack of a single technology that can suit all the metals.
Despite the discovery of these many 3D printing technologies, metal 3D printing is advancing rapidly.
Developing technologies guarantee more and more print speed than the existing technologies and offer printing with more range of industrial materials.
In this article, we will share with you the specialty of each of these existing technologies that will help you understand which one is good, when! Let’s start with Powder Bed Fusion.
Powder Bed Fusion
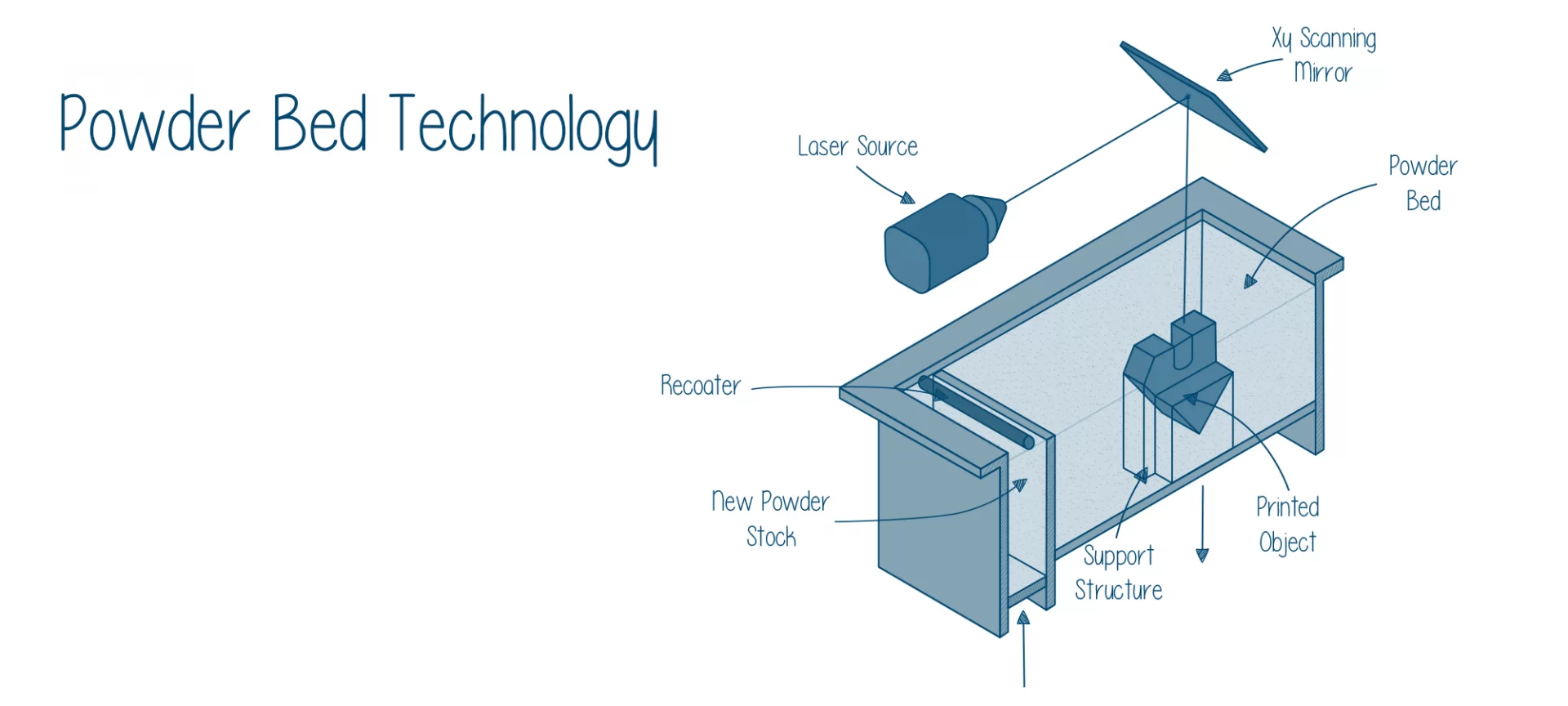
This sub-category of metal 3D printing technologies includes the following commonly used printing techniques: Direct metal laser sintering (DMLS), Electron beam melting (EBM), and Selective heat sintering (SHS), Selective laser melting (SLM), and Selective laser sintering (SLS).
All of the above-mentioned names use either a laser or electron beam to melt and fuse the material powder together.
In the Electron beam melting (EBM) method printing of metal requires a vacuum and this technology can be used with metals and alloys in the creation of functional parts.
One thing in common about all PBF processes is, they involve the spreading of the powder material over previous layers.
To make sure that the powder is spread after the previous layer has been built, there are mechanisms like a roller or a blade in the printer.
Typically, in printers, a hopper or a reservoir below the bed provides fresh material supply.
There are a lot of similarities between direct metal laser sintering (DMLS) and SLS, the only difference is only the use of metals is allowed in the former and not plastics.
The process applied in both processes is the sintering of the powder, layer by layer.
Selective Heat Sintering differs from other metal 3D printing processes by way of using a heated thermal print head for fusing powder material together.
However, the layers are added with a roller in between the fusion of layers, which is the case with other technologies. The platform goes on lowering the model accordingly.
The Powder bed fusion processes use any powder-based materials, but the common metals and the polymers for which it is preferred the most are: With Selective Heat Sintering: Nylon DMLS, SLS, SLM: Stainless Steel, Titanium, Aluminum, Cobalt Chrome, Steel EBM: titanium, Cobalt Chrome, ss, al, and copper.
Direct Energy Deposition
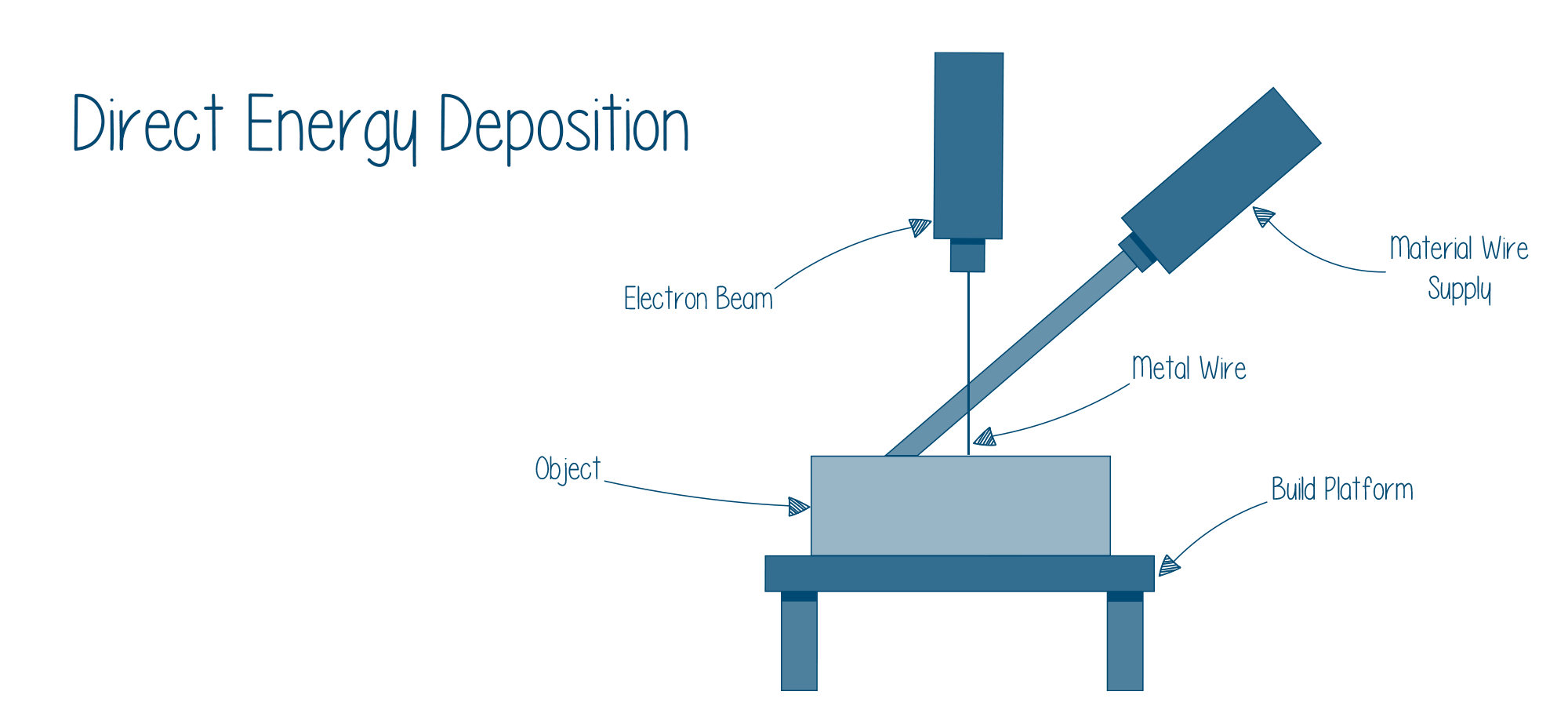
This technology works by melting metal material with the help of a laser or an electron beam as the powder is deposited through a nozzle onto the build platform.
Typically, the 3D printers operating by using this technology have high material deposition rates and can work with metal materials in either powder or wire form.
Both of these forms help the printers to create highly dense parts with near-net shapes.
Powder bed fusion can produce very intricate parts and functional prototypes made from metal, but they have a smaller build volume.
Whereas, printers based on DED are capable of producing parts and functional prototypes of larger build volumes.
A company that has printers based on Electron Beam Additive Manufacturing (EBAM) technology, names Sciaky, is said to be able to produce parts larger than 6 meters in length.
Parts and functional prototypes manufactured by this company are used in Aerospace Defense.
Also, this technology is very well-suited for repairing damaged parts like turbine blades and injection molding tool inserts, which would be difficult or impossible to repair using traditional manufacturing methods.
So, if you have such an application in such areas of work, you can go for DED technology.
Typically parts and functional prototypes that have higher build volume and parts of the large machine which need repairs can be made out of this technology.
Metal Binder Jetting
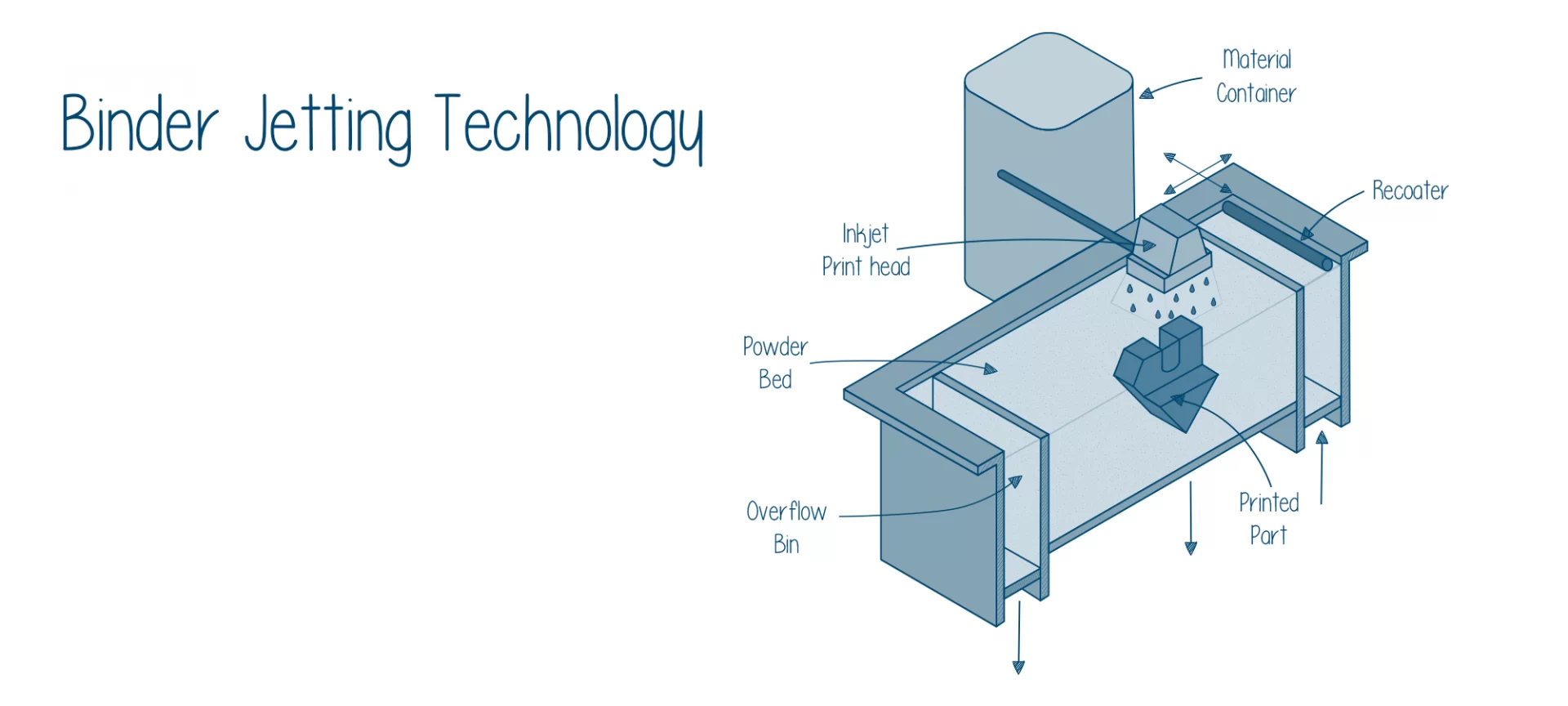
This metal 3D printing technology is one of the most cost-effective metal 3D printing technologies available on the market currently.
It is similar to ink printing on paper; Metal Binder Jetting involves the use of a print head which moves over the build platform as soon as the 3D printing technology starts.
It starts depositing droplets of a binding agent onto layers of metal powder. Using this process, the metal particles are fused together for creating a part or functional prototype.
The process can be speeded up by using multiple print heads. So, often you will find a machine based on this technology offering you more than one print head.
As you might have guessed till this technology can be used for batch production or mass production wherein speed is very often more regarded than the quality of parts or functional prototypes that are manufactured.
Also, large printing volume is a benefit that this technology offers over Powder bed fusion. So, an easy way to remember this technology is, it is a DED with higher print speeds.
The 3D printers based on this technology tend to be significantly less expensive than powder-bed systems.
There is a limitation of this process which is inherent i.e. parts produced using Metal Binder Jetting have limited mechanical properties.
So, only if you wish to produce parts and functional prototypes that are highly porous, you can use this metal 3D printing process. And this is because of the binder being burned out during the printing process.
The other aspect of this same thing is that the parts will require significant post-processing before final use.
The steps include curing, hardening the part, and sintering and bronze infiltration to reduce porosity and increase strength.
Ultrasonic Sheet Lamination
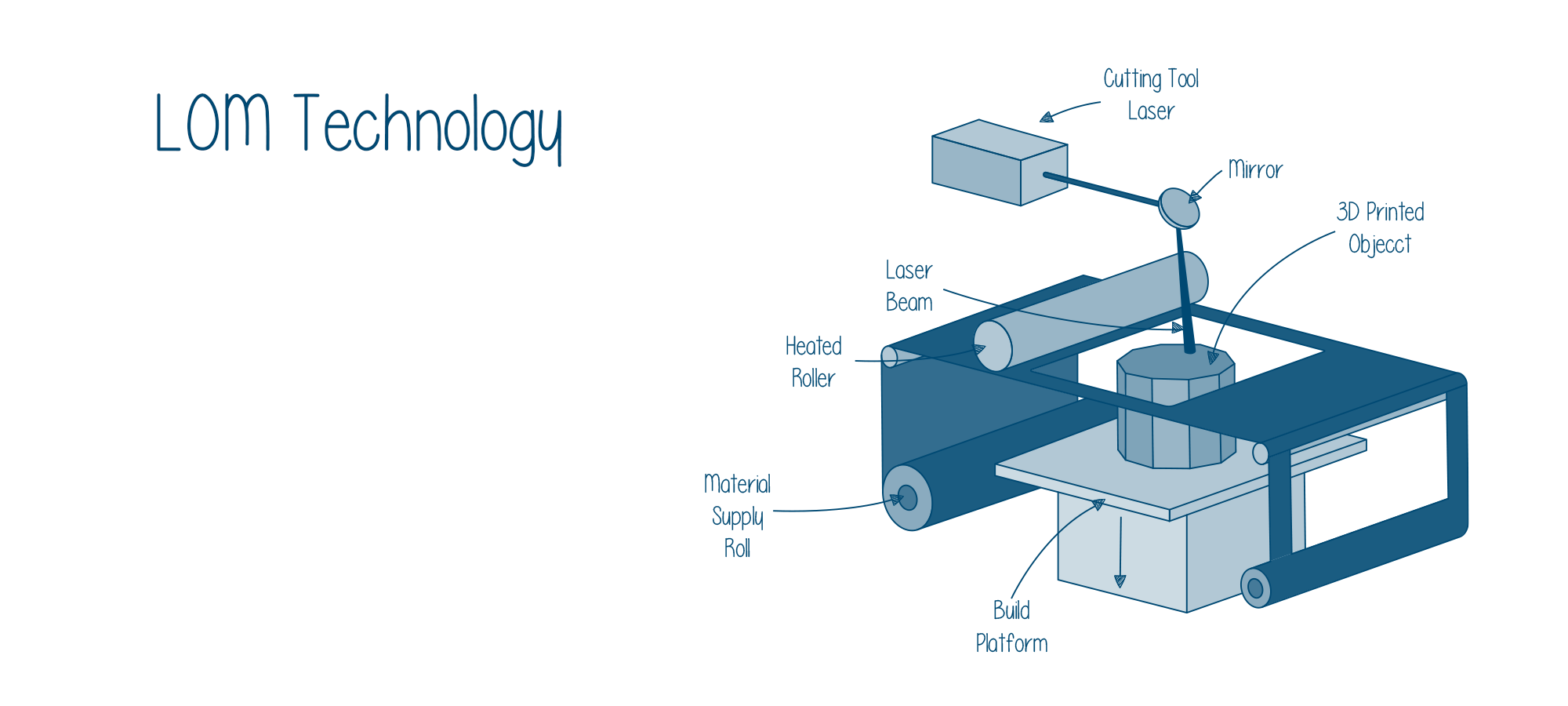
Here is a low-temperature hybrid metal additive manufacturing process that works by welding thin metal foils together using under pressure ultrasonic vibrations.
After the printing process is complete, CNC milling needs to be applied to remove any excess material and finish the part.
So, if you have the facility of CNC Milling in the same location, this technique is preferable.
Ultrasonic Sheet Lamination is a low-temperature process that does not melt the metal material, as well as the process, is also capable of fusing dissimilar metal types.
One of the key advantages of this technique is that it is a low cost than other metal 3D printing technologies mentioned above.
The overall print speed of the complete process is faster. And the accuracy of this process is depicted by its area of application i.e. for creating parts with embedded electronics and sensors from a variety of metals.
So, if you need to print an electronic part or sensors in low time and high accuracy, and provided you have a CNC Miller at the same location, you can use this printing technology.
New Metal 3D Printing Technologies
As mentioned at the start of this article, this subtype of 3D printing technologies is constantly expanding and because of which newer technologies are being discovered by companies that are actively researching making the technology more and more suitable for more and more metals.
Here are a few such company-discovered metal 3D printing technologies.
Extrusion-based metal 3D printing
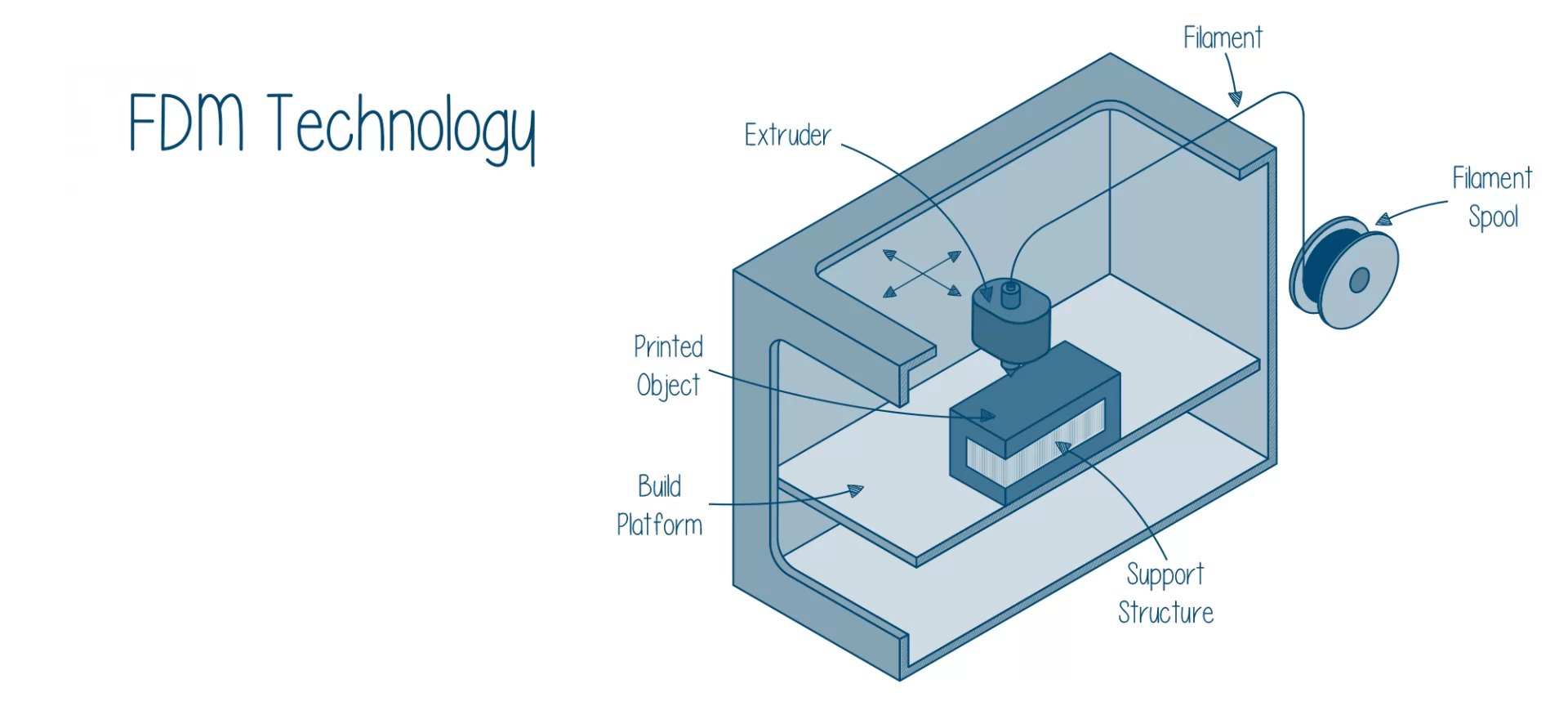
Markforged and Desktop Metal are the companies that have a metal 3D printing based on extrusion-based metal 3D printing.
Here a filament of metal is heated and extruded through a nozzle, creating a part layer by layer. But do not mistakenly understand this to be FDM.
Metal extrusion uses filaments made of metal powders or pellets encased in plastic binders and not filaments of plastic.
Also, after the part or functional prototype has been printed, it remains in a ‘green state’ and will need to undergo additional post-processing steps:
- Debinding to burn out the remaining plastic.
- Sintering to fuse the metal particles.
This is one of the most affordable metal additive manufacturing processes compared to the other mentioned in this article.
This quality is partly because the technique uses metal-injection-molding materials, which are significantly less expensive than the metal powders used in powder-bed processes.
Material Jetting
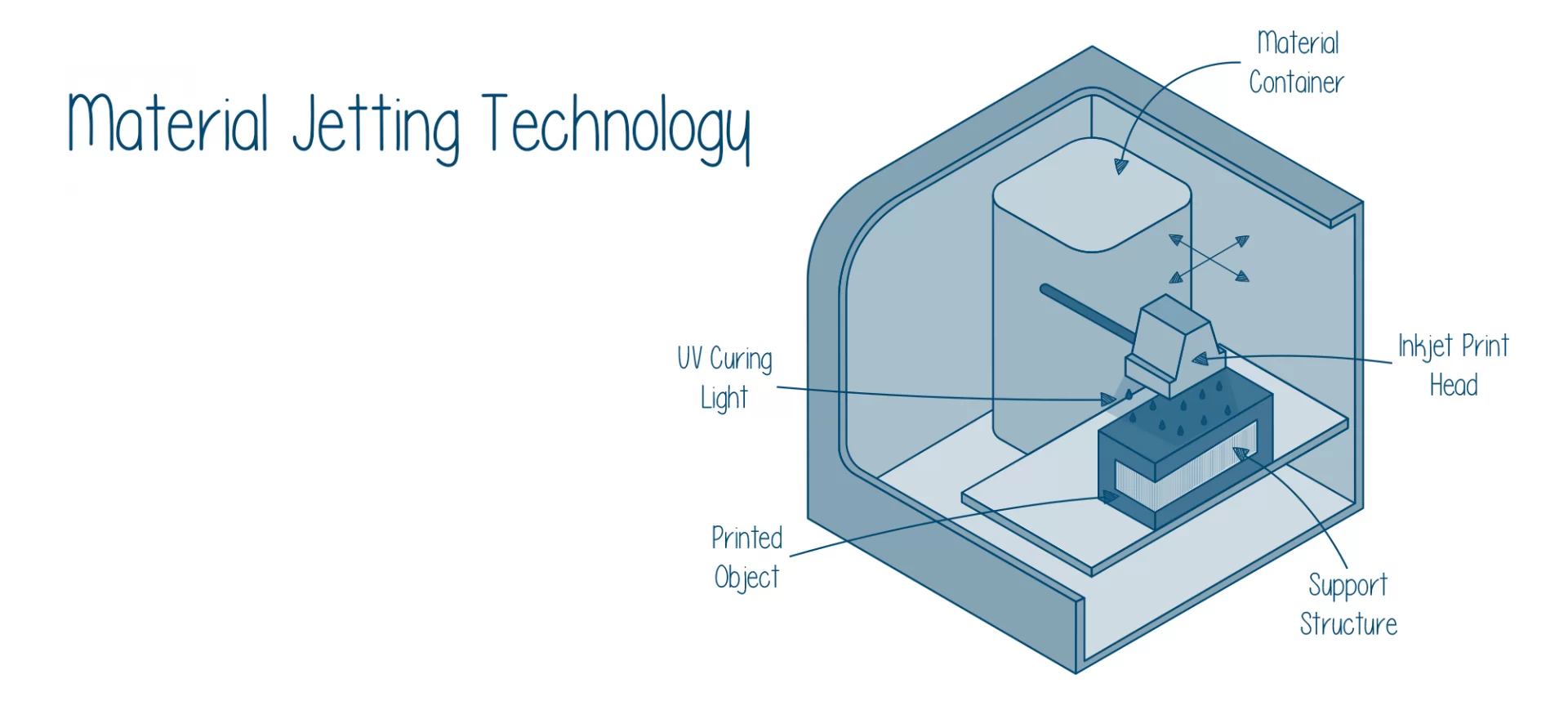
This is an inkjet printing process wherein print heads of the printer are used for depositing photoreactive material in the liquid form onto the build platform of the printer, not to mention, layer by layer.
In the past, this technique has been used as a prototyping technology for creating highly accurate full-colored plastic models.
Israeli company Xjet has recognized the potential of this technology and has developed a novel ink-jetting technique that can achieve high detailing and finishing.
Xjet calls their technique Nanoparticle jetting that uses print heads for depositing metal inks that are suspended in a liquid formation.
With time the metal inks are deposited onto a hot building tray, evaporating the liquid formulation to leave only the metal particles.
These metal particles have a small coating of bonding agent that allows them to bond to each other in all three axes.
After the printing of parts or functional prototypes is completed it is then moved to an oven where it undergoes a sintering process.
The benefit of this technology is, it can be used both for functional prototyping and on-demand manufacturing of small and medium-sized metal components.
Similar to this technology is HP’s Metal Jet System, wherein the system uses a proprietary binder developed with the help of HP’s Latex Ink technology.
What this part does is, it is said to make it faster, lower-cost, and much simpler to sinter a part.
Additionally, Metal Jet uses Metal Injection Moulding (MIM) powders and is also capable of producing isotropic parts that meet ASTM standards, so more types of parts and functional prototypes can be made using this technology.
One of the key features of this technology is the increased amount of print heads. Which is also mentioned in one of the technologies above?
Metal jetting is said to make Metal Jet up to 50 times more productive than comparable binder and laser sintering machines on the market today. So, it increases the overall print speed.
The Conclusion
If you are deciding to invest in metal 3D printing, you should look at aspects such as saving time and reducing costs.
In all the technologies mentioned above the need for costly tooling and molds is removed.
So, as a manufacturer, you are sparred with the expensive and time-consuming setup costs.
Apart from that, the ability of these technologies to go from design to production can significantly slash lead times from weeks or months to days.
That, in combination with the technology’s ability to consolidate part assemblies with 3D printing, can help to significantly save labor time and cost.
Coming to the wastage that occurs in these technologies versus the wastage in other 3D printing technologies, a study shows that traditional manufacturing technologies have 95 percent more waste than these technologies.
Also, you can achieve much greater design innovation using these metal 3D printing technologies than other 3D printing technologies.
But all you need to do is differentiate between the technologies that are available in the market and choose the one that you think would be applicable for the sector you are primarily looking to fulfill the demand of.
That is where this article should help you, it gives you a characteristic of every metal 3D printing process in existence to differentiate among them and come to a conclusion.





