Among all the various advancements around 3D printing processes, Metal Binder Jetting (MBJ) seems to have caught a lot of attention from all over the globe. Companies trying to make most of their resources look up to the technology for better results.
Hence, there has been an increase in the acceptance of the machines based on the fact that it offers high speed and is very precise. Along with that, the MBJ 3D Printers are capable of high-volume production.
With that said, you won’t be surprised when looking at all the evolution that has become a part of this technology in the last decade.
Often considered a mix of SLS and material jetting 3D printing processes, MBJ caters to a lot of applications and real-world problems.
However, it is important to understand how the technology works as well as what developments are driving its popularity?
To get answers to all your doubts, do not forget to read the complete article explaining the various facts connected to the technology.
What is Metal Binder Jetting?
Material Binder jetting isn’t as old as FDM or SLA 3D printing. On the contrary, it is considered relatively new.
The 3D printing technology involves the use of metal powders. These particles are bound together using the liquid binder agents.
Hence, turning the powder into solid parts, one layer at a time. Often, the MBJ technology is seen as the combination of two different 3D Printing processes: SLS and material jetting.
SLS because the MBJ process also makes use of powder as the material for 3D Printing. On the other hand, it’s closer to material jetting because the powered particles are bound with the help of binder droplets. These droplets of binder agents are jetted using the 3D Printer’s print head.
In short, you can combine a few attributes of SLS and Material Jetting along with some unique features to get Metal Binder Jetting.
A Take Into Its Early Days
Developed back in 1993, the process started after the team of MIT, the Massachusetts Institute of Technology created a process involving metal powders for making 3D models.
Later in 1996, Extrude Hone Corporation bought the license for this particular technology from MIT and developed the first 3D printer based on MBJ, ProMetal RTS-300.
For long enough, the only company to sell 3D printers based on Metal Binder Jetting was Extrude itself.
However, soon after the MIT patent started to expire in the 2010s, other companies put their feet inside. Today, there are many businesses that are working rigorously to bring the best out of this technology.
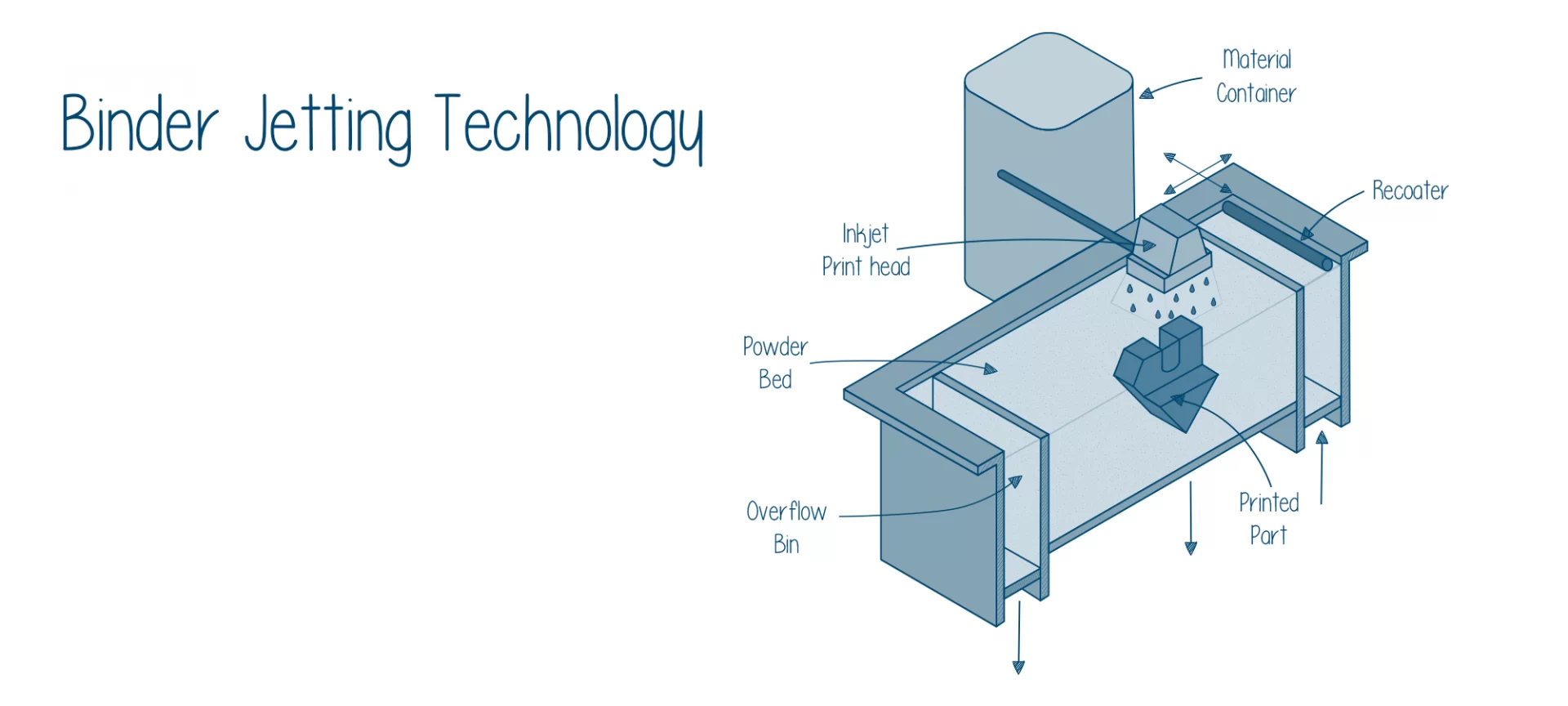
How Does Metal Binder Jetting Works?
There are various components that come into play when operating the Metal Binder Jetting 3D printer. Starting with powder bin, the 3D printer has single or multiple print heads, a material container, a build platform, along a powder re-coater.
To start the process, the user must load the material inside the powder bin. This is similar to what is required with SLS 3D printing technology.
However, the heating of powder does not take place in MBJ as is evident with SLS technology. As a matter of fact, there is no involvement of heat source at any time during the MBJ 3D printing process.
For 3D printing, the machine deposits one layer of material at a time on the build platform. Later, the role of print head pops in.
The print heads by sweeping over the material help in jetting the binder agent’s droplets selectively to fuse the cross-sections precisely.
After each layer completes, the build platform goes one layer down, making room for the subsequent later.
Once again, the same process continues that starts with a new layer deposition over the build platform and ends with selective binding of the particles. These processes continue, as it is with every 3D printing process until the final object is ready for post-processing.
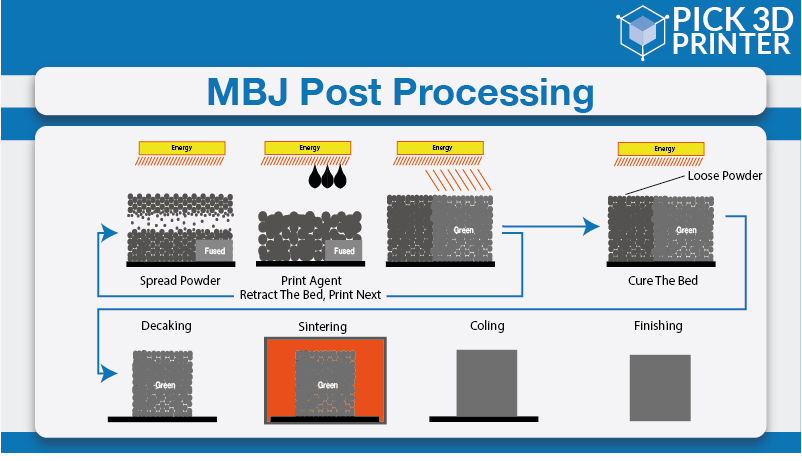
MBJ – Post Processing Steps
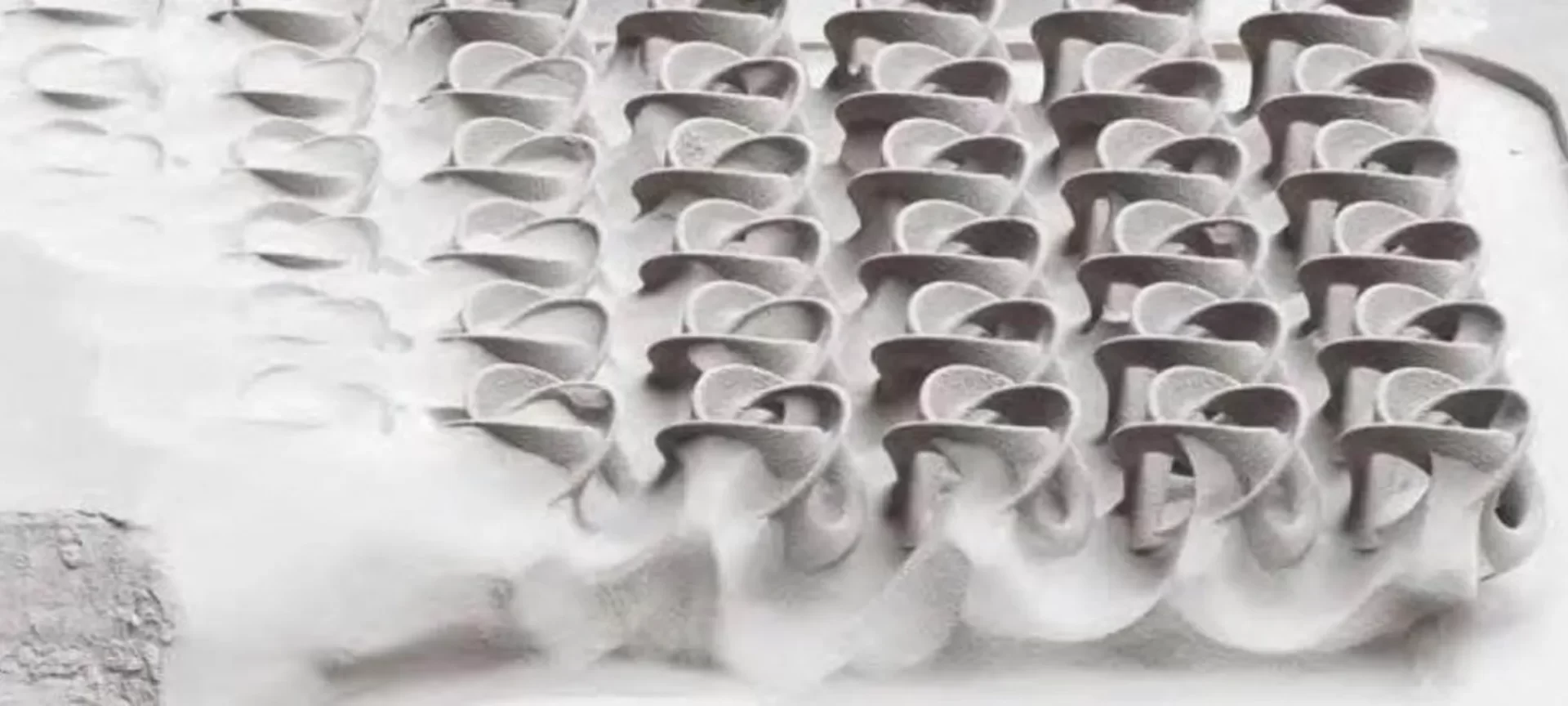
The parts produced with Metal Binder Jetting are covered in powder. Also, these 3D printed models are in their early stage where they are very brittle and susceptible to breakage.
With low mechanical properties and weak structure, it becomes necessary to involve a variety of post-processing steps to achieve the desired strength.
Here are the post-processing steps that lead to our final product created with MBJ 3D printing technology.
Curing
This is the first post-processing step after acquiring the early part from the MBJ 3D printer, also known as the green state. During this time, the parts are highly brittle and need a lot of careful attention.
With curing where these parts are heated in an oven at a high temperature, about 200 degrees Celsius for hours. This results in parts that are stronger and safe to handle.
Sintering
Curing may be the first step but isn’t the last one. Yes, you do need to carry a few more steps to further enhance the mechanical properties of the parts. This is because the parts, when underwent curing, are left to be highly porous.
And, to get rid of such high porosity, parts must go through either sintering or infiltration processes. To carry sintering, a furnace is used under a controlled atmosphere.
To sinter the parts, heating happens at around 100°C. This goes on for around 24 to 36 hours until the binding agent burns away.
The result is the fused metal particles with stronger bonds and much lower porosity. Among all the best things, there is one limitation that makes sintering a bit challenging.
It is because the process could result in non-homogenous shrinkage in parts. The worst part is that the prediction for the same is not that simple.
And, to avoid the impact of shrinkage after Sintering, parts must be taken care of during the design phase.
If failing to do so, the parts after sintering may fail to fall with the expectations of users.
Infiltration
Another important step that comes after curing is Infiltration. This is an alternative to sintering and is also used for increasing the density of the parts.
With infiltration, the voids created after burning out of the binding agents are filled using molten bronze.
This particular step is very helpful in increasing the mechanical properties and density of the porous parts. And, significantly help surge the part performance.
Using bronze infiltration, for instance, stainless steel parts printed with MBJ can achieve a density of up to 95%.
Finishing
Last but not the least, this step may be optional but very handy in bringing out the aesthetic beauty of the final model exponentially.
You can polish the parts and use gold or nickel for plating. This will help create a smoother surface finish and better print quality.
Benefits of Using Material Binder Jetting for Manufacturing Parts
There are a number of reasons why MBJ is considered one of the landmark 3D printing technologies of all.
Known for providing par satisfactory results to the users, the technology has a lot in store for future developments. Till then, read about the benefits it carries currently.
No Residual Stress Build up
During MBJ 3D printing, heat is not involved anytime throughout the process. This means that the possible stress build-up is not present with parts created by this technology.
Unlike SLS where the laser heats up the powder for sintering, MBJ depends on the binding agents. Hence, there are no issues like warping. This is one of the major reasons why the parts created with MBJ are precise.
Capable of 3D Printing Bigger Parts
Because the parts are free from heat-generated disorders, printing bigger parts are convenient with Metal Binder Jetting 3D printers.
Often, these printers are blessed with bigger platforms for print areas. Capable of working around the bigger cross-sections of the design with ease, the technology can help manage bigger prints without fail.
No Support Structure Needed for Parts
In metal binder jetting, the unused powder helps support the final structure. Hence, there is no need to add extra support. This enables the printing without a need for the support structure. Well, this not only eases the overall post-processing routine but also provides a better surface finish.
Comparatively Inexpensive
These 3D printers are mostly for industrial use. Hence, you cannot expect these machines to be worth similar to the desktop home 3D printers.
However, when compared to the similar technologies available for large-scale production such as SLM or DED, or DMLS, MBJ is still cheaper to afford.
The major reason for the same is the absence of expensive heat sources inside the MBJ 3D printers. It does not need lasers or electron beams that become a reason for the heightened cost for other alternatives.
Recyclable Material
Considered the most cost-effective and eco-friendly 3D printing process, MBJ enables 100 percent recycling of unused materials.
Hence, the powder left out during the printing process can be recycled for use in the next subsequent production process. This makes this 3D printing technology, environment friendly and cheaper as well.
With less wastage, one can complete the manufacturing process with better efficiency. At the same time, contributing towards a greener planet.
Limitations of Metal Binder Jetting for Manufacturing Parts
While this process is cheaper than many of the 3D printing processes for metal part production, there are certain limitations you must be aware of. Here is what you must expect from this particular additive manufacturing process.
Comparatively Poorer Mechanical Strength and Properties
When looking for a functional prototype, we usually look for greater strength and stronger mechanical properties. Well, this is achievable with Metal binder jetting too, however, after hectic post-production steps.
3D printing of parts with MBJ provides brittle models. These cannot be used as functional prototypes. However, these parts are at any time best when used for their appearances as visual prototypes.
Limited Material Selection
It isn’t a huge disappointment for users because material selection may not be wide, but sufficient enough to help manufacturers create the desired models with ease.
And, the fact that the developments are triggered towards more of such materials that can be used with MBJ, further makes it a lot convenient to call MBJ – ‘the future technology’.
Companies Manufacturing MBJ 3D Printers
After the MIT Patent was over, many companies, startups as well as well-established businesses started taking interest in this technology. As a result, you will find more than just one player (as it was from years), involved in exploring this
ExOne

As you must know, Ex-one is the oldest of all when it comes to manufacturing metal binder jetting 3D printers. And, it continues to innovate. For instance, Innovent+, M-Flex, X1 25PRO are all MBJ 3D printers, better than the previous one.
Digital Metal
A subsidiary of Höganäs Group, one of the most popular metal powder producers, Digital Metal was established in 2012. In 2017, it came with its first 3D Printer based on Metal Binder jetting known as DM P2500 3D printer.
This allowed for the production of complex parts, smaller in size. In the course of development, the company has brought its completely automated system for manufacturing as well.
HP

Now, who won’t know that HP is also interested in getting its hand in the 3D Printing niche. And, it’s major focus is metal binder jetting 3D printers. With a metal jet 3D printing system, the company has come forward as a new challenge for existing players already.
The Conclusion
Metal binder jetting isn’t limited to a few companies, however, is gaining importance within a lot of sectors. It is also one of the key 3D printing technologies suitable for metal-part production. Along with high precision, the technology is assisting with higher speed and bigger model manufacturing.
Its compatibility with cheaper materials such as existing low-cost MIM powders has further helped the technology to become accessible and budget-friendly. It is no doubt that the companies are already making room for this technology within their workflow.
But the future has a lot more in store. Understanding the breakthrough and various potential of metal binder jetting, soon businesses will compete to bet on the opportunities that lie ahead.





