In order to understand the powder-based 3D printing technology, it is necessary to understand how a 3D printer works in general.
3D printing technology doesn’t apply the logic from any printing, manufacturing, assembling, or designing technology that is already available in the market.
The world of 3D printing is unique and hence the way in which a product is developed is also unconventional.
The underlying principles of 3D printing and the printers, including powder 3D printer are moving towards a unified state of turn-key manufacturing that is limited only by our imagination.
Although there are different ways by which the varied models of 3D printers operate, they’re all based on a simple rudiment.
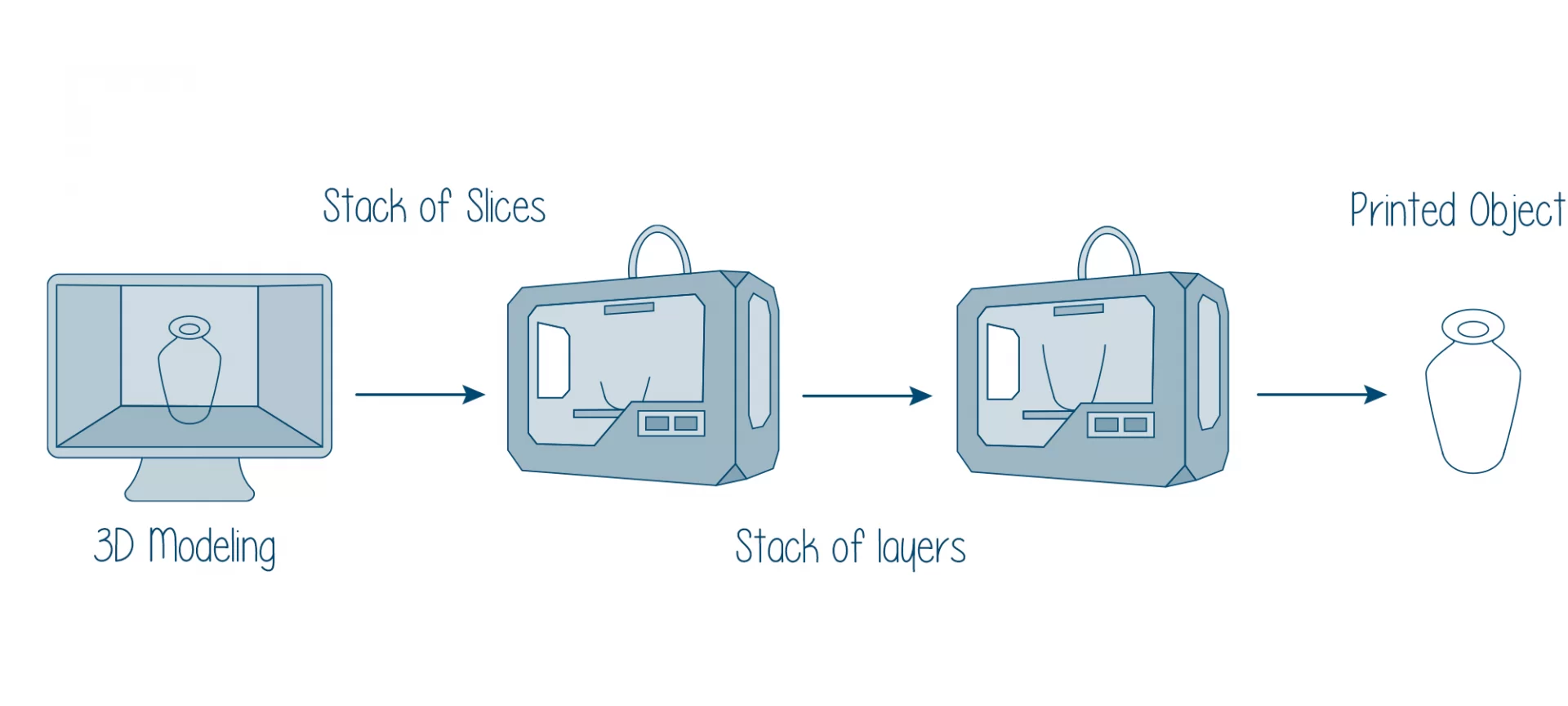
3D printing is also known as ‘additive manufacturing. This is the term that helps in understanding how the process of 3D printing works. 3D printers work by “adding” layers of print material together in the creation of an object.
In the process, by a software-based design distinct 2D layers or slices are “printed” and bonded to each other to create a 3D product.
In other words, 3D printers create objects by printing layer upon layer of a variety of materials to achieve a three-dimensional product.
Now that you have understood the basics of 3D printing, let’s jump to powder-based 3D printing.
What is Powder Based 3D Printing?
The powder 3D printer makes use of materials in their powdered form. These amorphous materials are used as inks to create 3D objects.
In this process, a fine layer of powder is deposited. And, based on the 3D design, the cross-section is selection.
The selected cross-section is put through the laser exposure because of which the particles melt and sinter together to form the layer.
Once the layer is formed, another fine layer is deposited over the solidified layer and the process continues until the 3D model is ready.
List of Powder Based 3D Printing Process
As technology is always advancing, you can find a great number of innovations happening around it. By now, these developments have resulted in three different powder-based 3D printing processes.
Laser Sintering
Laser sintering is used to create 3D prints in polyamide, aluminide, titanium, and rubber-like materials. In this process, the interior of the printer is heated up to just below the melting point of the powder of your choice.
The printer then spreads out an incredibly fine layer of this powder. A laser beam heats up the areas that need to be sintered together just above the melting point.
The parts that were touched by the laser are now fused together while the rest continues to remain loose powder.
The models of material are printed layer by layer with the help of this laser beam. After a layer is printed, a new layer of fresh powder is again spread over the surface by a roller.
After the printing job is finished, the result is a big block of powder that contains the printed (sintered) models inside.
In order to get your prints out of the powder block, we need to dig into the box of un-sintered powder and brush away the excess material.
The reason why this is a great technology is that no supporting structure is needed in this technology.
The un-sintered powder is itself the supporting material. This makes the technology the most suitable one for complex designs, and even interlinking and moving parts.
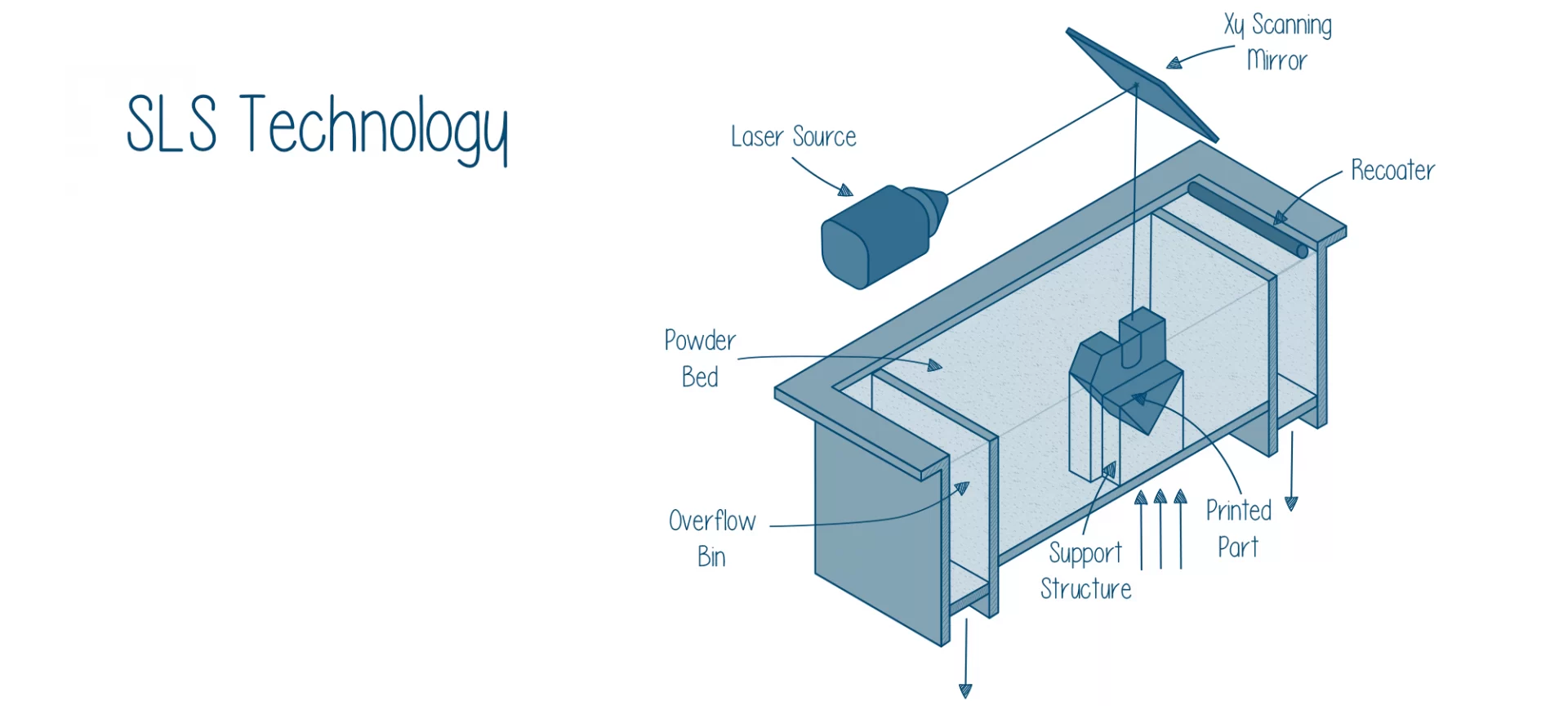
Basic Working of Powder 3D Printer Based on Laser sintering
In this process, a thermal energy source selectively induces fusion between powder particles inside a build area to create a solid object.
Many Powder Bed Fusion devices also employ a mechanism for applying and smoothing powder simultaneous to an object being fabricated, so that the final item is encased and supported in unused powder.
This type of process is mainly used with Selective Laser Sintering with thermoplastic powders such as Nylon6, Nylon 11, and Nylon 12.
Common applications wherein this technology are used are: for creating functional parts, complex ducting of pipes, and low running part production.
- There is no need for supports when printing overhanging, unsupported structures (e.g. the horizontal parts of a capital letter F). The powder itself provides the necessary support
- Parts can be created out of a wide selection of materials
- Complexity isn’t an issue as long as you can remove the not sintered powder.
- The biggest problem of the technology is that the fabricated parts can be porous and/or have a rough surface depending on the used materials.
- Another problem, mainly for polymer parts, is thermal distortion. This can cause shrinking and warping of fabricated parts.
Selective Laser Melting/ Direct Metal Laser Sintering
Both Direct Metal Laser Sintering (DMLS) and Selective Laser Melting (SLM) produce objects in a similar fashion to SLS.
The main difference is that these types of 3D printing technology are applied to the production of metal parts. DMLS does not melt the powder but instead heats it to a point so that it can fuse on a molecular level.
SLM for 3D printing metal powder uses the laser to achieve a full melt of the metal powder forming a homogeneous part.
This results in a part that has a single melting temperature (something not produced with an alloy). This is the main difference between DMLS and SLM; the former produces parts from metal alloys, while the latter form single element materials, such as titanium.
Unlike SLS, the DMLS and SLM processes require structural support, to limit the possibility of any distortion that may occur (despite the fact that the surrounding powder provides physical support).
DMLS/SLM parts are at risk of warping due to the residual stresses produced during printing, because of the high temperatures. Parts are also typically heat-treated after printing, while still attached to the build plate, to relieve any stresses in the parts after printing.
Basic Working of Powder 3D Printer Based on Selective Laser Melting
Unlike laser sintering, here solid objects are produced, using a thermal source to induce fusion between metal powder particles one layer at a time.
Most Powder Bed Fusion technologies employ mechanisms for adding powder as the object is being constructed, resulting in the final component being encased in the metal powder.
The main variations in metal Powder Bed Fusion technologies come from the use of different energy sources. Here the energy sources are generally, lasers or electron beams.
The materials used for doing this procedure are powders of metals like Aluminium, Stainless Steel, and Titanium.
The common application of this process is in developing functional metal parts that are used in the aerospace and automotive industry also medical and specifically dentistry.
- In terms of materials, no distinct binder and melt phases need to be taken care of.
- Time consumption is lesser than the other techniques. Also, the cost of furnace post-treatment for debinding, in-filtration, and post-sintering is eliminated.
- This method is useful in producing fully dense parts in a direct manner.
- This method is not suitable for well-controlled composite materials like WC-Co.
- The melt pool has instabilities and higher residual stresses comparatively.
Electron Beam Melting
Distinct from other Powder Bed Fusion techniques, Electron Beam Melting (EBM) uses a high energy beam, or electrons, to induce fusion between the particles of metal powder.
A focused electron beam scans across a thin layer of powder, causing localized melting and solidification over a specific cross-sectional area.
These areas are built up to create a solid object. Compared to SLM and DMLS types of 3D printing technology, EBM generally has a superior build speed because of its higher energy density.
However, things like minimum feature size, powder particle size, layer thickness, and surface finish are typically larger. Also, important to note is that EBM parts are fabricated in a vacuum, and the process can only be used with conductive materials.
The Electron Beam Melting process takes place in a vacuum and at high temperatures. This results in metal parts produced with better material properties than through casting.
Maintaining a clean and controlled build environment is a key factor in maintaining the chemical specifications of the 3D printed part. For this reason, EBM printers typically require trained operators to monitor printing.
The electron beam heats the entire powder bed to an optimum melting temperature when printing each layer.
This temperature depends on the metal powder used — some have far higher melting points. This heating of the powder bed means that parts printed using Electron Beam Melting is free from residual stresses and have better mechanical properties.
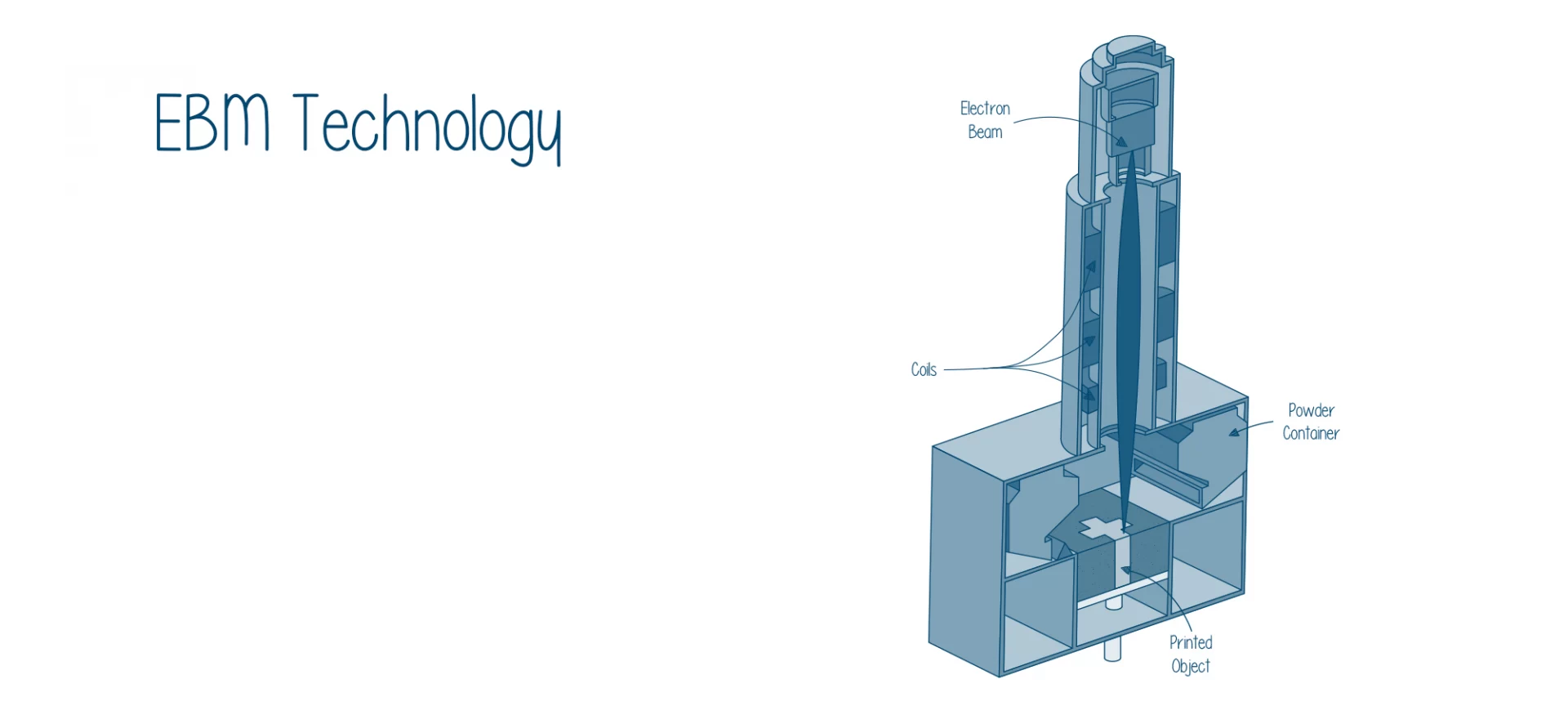
Basic Working of Electron Beam Melting
Although not as well-known as stereolithography or fused deposition modeling, EBM is used fairly regularly in industrial metal 3D printing.
Electron Beam Melting is similar to SLS in that both 3D print from a powder bed through powder bed fusion. Since its invention, the technique has thus far only been used by Arcam in the four current EBM 3D printers.
In EBM, fully dense metal components are created from a powder bed of metal powder and melted by a powerful electron beam. Each layer is melted according to the 3D printer model sent to the 3D printer.
Electron Beam Melting uses a high-power electron beam to melt the metal powder.
This electron beam is managed through electromagnetic coils which allow for extremely fast and accurate beam control.
In addition, this allows several different ‘melt pools’ (different objects within the same build at the same time) to be maintained simultaneously.
- There is limited availability of materials for use in EBM.
- This technique requires an industrial level 3D printer and expensive materials. Printers can cost upwards of $250,000, with materials costing over $300 per kg. Parts usually require a lot of post-processing.
- Parts produced using this technique have a less smooth surface finish than DMLS.
- The largest EBM 3D printer has a build volume of around 350 x 350 x 380 mm. Whilst Some DMLS 3D printers such as Concept Laser’s X Line 2000R have a print volume of 800 x 400 x 500 mm.
- The parts that are 3D printed with EBM have a very high density (over 99%).
- Multiple parts can be produced using Electron Beam Melting, simultaneously as the beam can separate powder in several places at once.
- This technique requires fewer supports due to there being less thermal stress on parts, with the electron beam’s ability to scan the whole layer at once making it faster, too.
- The unused powder can be recovered and reused, saving money and the environment.
Recommendation for Powder Based 3D Printers
Here are few of the recommendations for the powder 3D printer:
Arcam Spectra H

Looking to accomplish titanium powder 3d printing and trying to find a powder 3D printer that lets you do so with great precision, you can trust Arcam Spectra H. The machine is compatible with materials with higher melting points and comes with auto-calibration.

|


PROX DMP 300

Based on direct metal printing, the powder 3D printer works best for creating parts that need higher temperature resistance. Used aggressively for manufacturing aircraft parts, blow molds, and various other models, this can be your pick too.

|


Form 350

The metal 3D printer is a very precise option for those looking for high reliability. It can work with stainless steel along with titanium, nickel, and aluminum alloys. Offering build space of 350 × 350 × 350 mm, it’s quite spacious for large parts.
The Conclusion
To operate with the Powder 3D printer, one must possess some prior skills of working with 3D printers. Unlike desktop printers, these are pretty complex to work with.
And, are specifically for industrial use. If you think that is what you are looking for, take your pick and enjoy the perks of the technology for good.





