Among many materials that are known for having characteristics of impact resistance and transparency, Polycarbonate is very popular. Also known by its acronym PC, the material is lightweight and yet strong.
Polycarbonate is a thermoplastic that is an ideal material for printing professional parts and functional prototypes. Although this material does not offer as easy printing as PLA or PETG, it allows the making of complex and heat resistance parts that can be produced using FDM 3D printing.
To 3D print polycarbonate parts and functional prototypes is to require a high-end extruder in your printer and a build plate temperature.
A reference to this material can be obtained from the ongoing debate which has sparked around the manufacturing of plastic bottles. Polycarbonate plastic is used in making these baby bottles and yes it does release bisphenol which is a particle that is dangerous for our health.
Due to its dangerous impact, some countries have banned this material. The material is mainly used in the production of optical glass i.e. not only because of its transparency but also because of its high impact resistance.
Polycarbonate plastic is also used in the production of motorcycle helmets or bulletproof windows.
In this article, we are going to talk about whether you can or cannot print using polycarbonate? If you can, how? And if you cannot, why can’t you? But first, let us start with the properties of this material.
What Are The Properties of Polycarbonate?
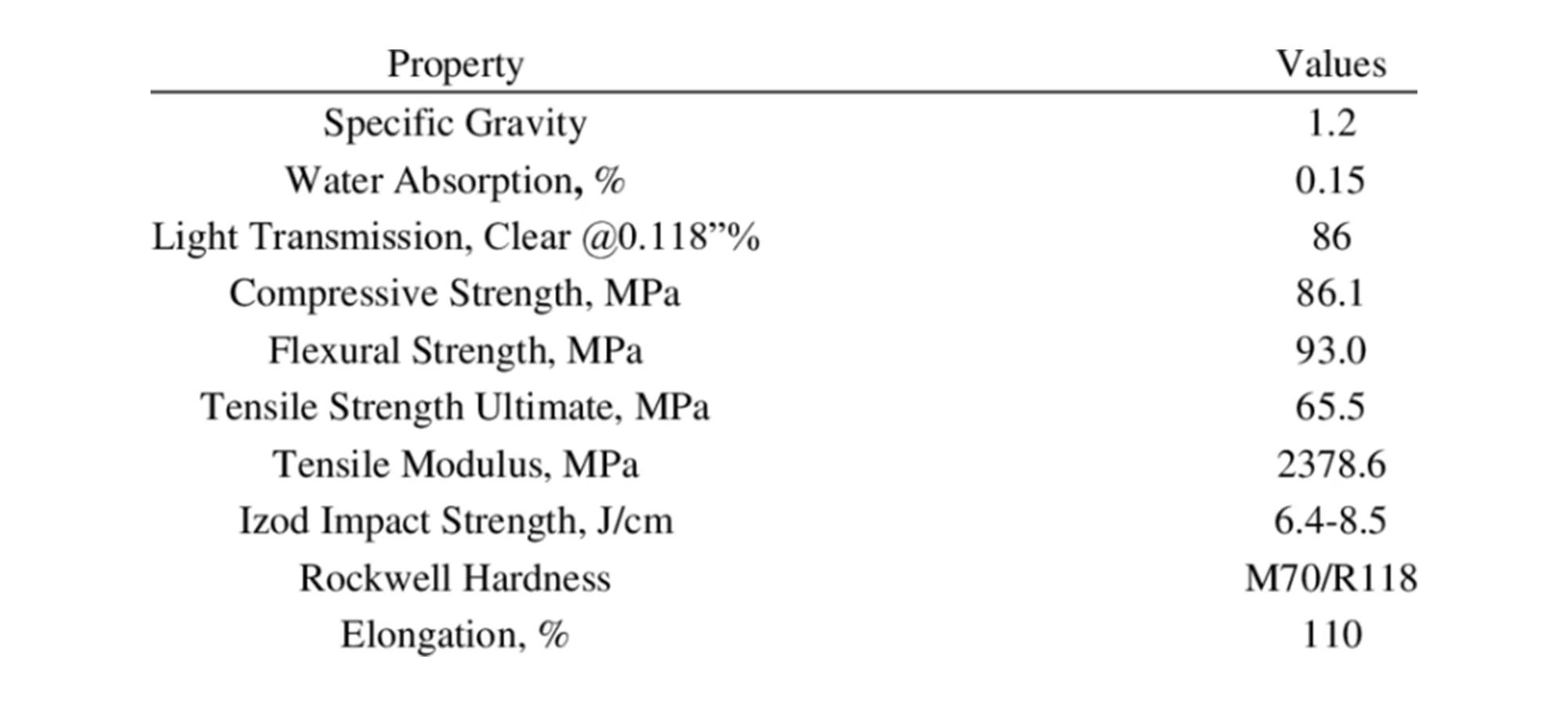
Intended for tough environments and engineering applications, polycarbonate is a high strength material that has high heat deflection and impact resistance.
The glass transition temperature of this material is 150 degrees Celsius. For all those who do not know the meaning of glass transition temperature, it means that till that temperature is reached polycarbonate will maintain its structural integrity.
If you compare this temperature of polycarbonate with other materials you will find that it is higher. And these characteristics makes the material suitable for use in high-temperature applications. Being without breaking and minor flexibility are two other characteristics of this material.
Polycarbonate is extremely hygroscopic i.e. it will absorb moisture from the air. This will affect its printing performance and strength. So, it is recommended to store polycarbonate in air-tight, moisture-free containers.
One particular requirement for printing with polycarbonate is a high temperature because when printed with low temperature it is observed that polycarbonate will display layer separation.
To 3D print polycarbonate with enabling excessive cooling is to ensure layer separation in parts and functional prototypes. It is observed that polycarbonate is best printed on a 3D printer that has an enclosed build volume and is capable of handling high bed and extruder temperatures.
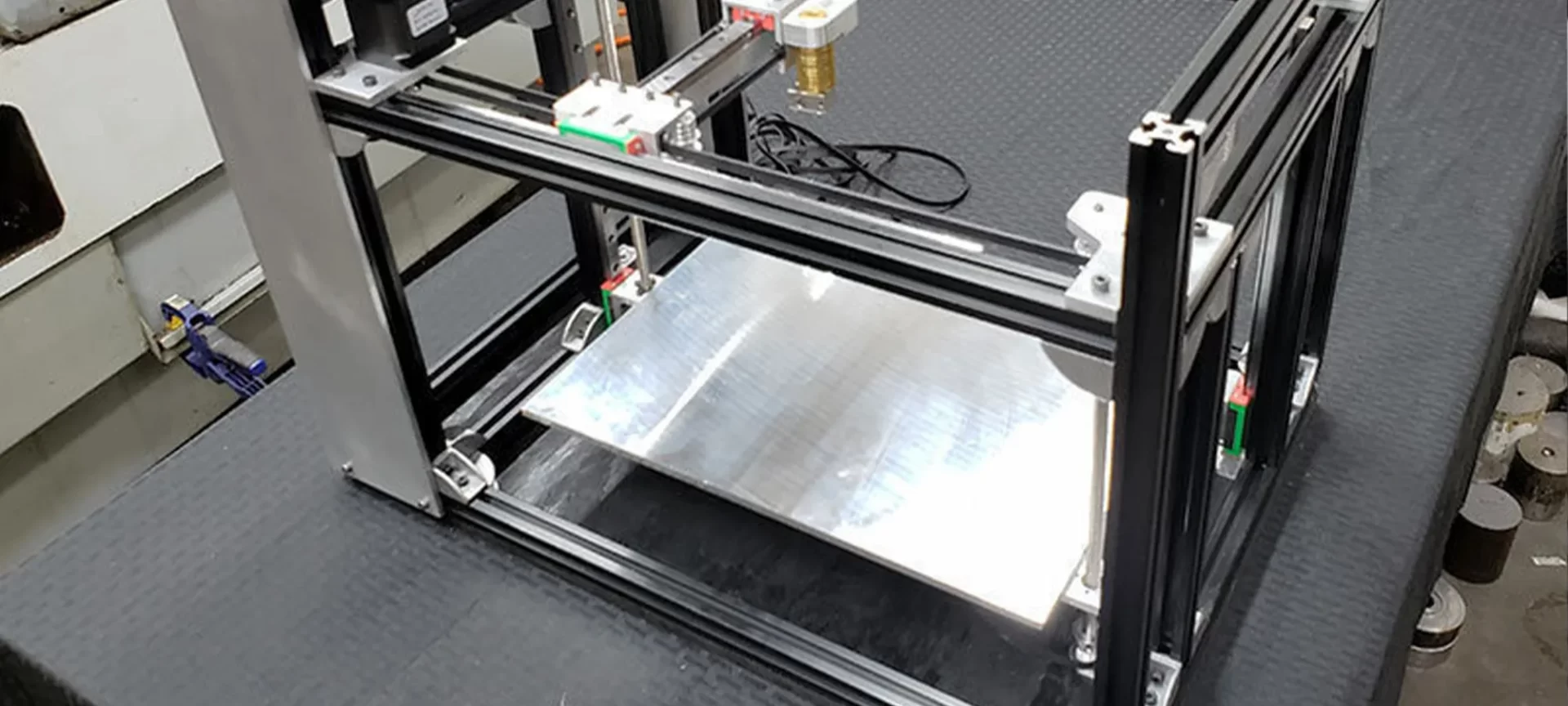
Requirements in the Printer to 3D Print Polycarbonate

Polycarbonate filament is one of the hardest filaments to 3D print with. Not only does it demand your 3D printer to withstand high temperatures, but also it does not stick to any print bed.
If you wish to 3D print polycarbonate the bed that you need should also be made of polycarbonate material. On the most popular surfaces such as borosilicate glass, massive amounts of adhesives like Cyanoacrylate is essential for making polycarbonate stick to it.
If these adhesives are not used, the polycarbonate print will warp and easily pull off the heating bed. you need to have a heating bed that can withstand high temperatures.
Speaking about temperatures, you need a 3D printer that has a hot end which can reach and maintain a minimum of 290 degrees Celsius.
Additionally, the printer should also be able to heat and maintain a minimum bed temperature of 135°C, with the preferred temperature range of 145 – 150 degrees Celsius. It is to be noted that even if you have a bed temperature of 110°C, the printed part or functional prototype will separate or crack between the layers of deposition and will easily break apart by hand.
It is because of this reason that you should ensure that the printer can reach and maintain high hot end and bed temperatures. Many times it is observed that an enclosure is necessary to keep the ambient heat around the printer stable.
Printer Suggestions to 3D Print Polycarbonate
When MatterHackers tested the best 3D printer to 3D print polycarbonate parts and functional prototypes, Lulzbot TAZ 6, amongst, the Ultimaker 3, and the Raise3D N2, produced the best result. Because it was able to maintain 135 degrees Celsius temperature.
Polycarbonate filament is typically known to flow well in between the temperature range of 290 – 310 degrees Celsius.
A website reports having tested the print at 290°C. These tests were run to determine the optimal bed temperature for layer adherence and curing, they had the bed temperature ranging from 110 – 135 degrees Celsius.
Because these test prints were completed with non-modified stock printers, the maximum bed temperature achieved here was 135°C. But the recommended bed temperature should be between 145°C – 150°C.
Tips to Reduce Problems when 3D Printing Polycarbonate Parts & Prototypes
Warping, stringing, and oozing are some of the most common problems that are faced while 3D printing with any material. To avoid them, you need to change the settings in various ways.
When you 3D print polycarbonate, below mentioned are some of the tips that you need to follow and you will get the best results with a guarantee.
Build Surface that you are using should be proper

The best build surface while 3D printing with polycarbonate is PEI. Standard build surfaces like blue tape and glue stick have adhesives that tend to break down at the high temperatures which is a primary condition while printing with Polycarbonate.
Another option that people consider is Build-Tak. But that materials tend to permanently adhere to Polycarbonate at temperatures higher than 80°C. Also, it can sometimes warp aggressively enough at this temperature, so much so that, it pulls the Build-Tak off the plate, which is bad for 3D printing.
So, you can use PEI sheets which consistently hold on to Polycarbonate even at 110°C. This it can do without permanently adhering to the part as in the case of Build-Tak. After the bed cools down, the part usually self-releases, or can be easily removed with a spatula.
Settings should be done for preventing stringing and oozing

Because of extreme printing temperatures and low cooling fan speeds which are the two pre-requisites for printing with Polycarbonate, there is a high possibility of stringing and oozing.
To prevent this, what you can do is, try and increase the retraction distance and speed. There is also an option called Coasting, which will automatically reduce the pressure in the nozzle right before the end of a segment to avoid oozing when moving to the next segment.
The extruder tab in process settings has this option that has to be enabled for using this option. Only if your 3D printer can handle, you can also try increasing the XY travel speed on the Speeds tab. This permits the printer to make faster movements, which in turn means that the material will get less time to ooze out.
First layer Settings should be done according to the part
Polycarbonate is a material that has high warping tendency. So, the printing of the first layer is considered extremely important. Research says that the material sticks best with slow thick extrusions on the first layer.
So, it is recommended that users should use a first layer height of 100-150%, width of 12-150%, and the layer speed of 15-30%. Additionally, setting the first layer to print about 30 degrees hotter than the rest of the part is known to greatly improve first layer adhesion.
Keep Top layers smooth

Having higher print temperatures also mean that the extruded filament that you are using will also tend to droop if it is unsupported. To prevent this from happening, solid Infill Layers should be printed slowly, at a recommended speed of around percent.
In this way, they will have the best chance of successfully bridging spaces between infill lines. It is also recommended to use at least 4 top layers. Doing this would ensure that top layers are as smooth as possible. And the infill percentage should generally be kept higher than 25% density.
This would ensure support for these top layers and if any part needs less infill, as such that it needs to be lighter or use less material, extra top layers can be added. Doing that would increase the likelihood of a solid top-most layer.
Bridging Settings should be calibrated
Bridging settings are also something that can be affected by the high printing temperatures of Polycarbonate. Because the plastic is extruded in thin air between either side of the bridge, it will have to try to droop while it cools.
Results have shown that by using a bridging speed multiplier of 40%, a bridging extrusion multiplier of 120%, and setting the bridging fan speed to come on at 25% offers a good starting point for most materials.
All you have to ensure is that the bridging fan speed stays at a low value. Not ensuring so, would let you completely unknown from its tendency to cause warping and separation due to the rapid temperature change.
Applications of Parts that are Printed Using Polycarbonate Material
Polycarbonate is a material that is commonly used in many consumer products. As mentioned above, there are also areas in which polycarbonate pollution is done.
However, the positive point to look out here is that too after you 3D print polycarbonate parts and functional prototypes, the possibility of recycling material into new products increases. Because of its durability and transparency, even recycled polycarbonate can be used to make fully functional prototypes and beautiful designs.
Especially due to its transparency, polycarbonate can be used to prototype windows and other clear products that would otherwise cost much more.
High heat resistance of polycarbonate can be used to create functional prototypes where even ABS would warp under heat or stress. So, 3D parts and prototypes that are printed using polycarbonate material find their application in many areas.
- Parts and prototypes that will be printed would have strong impact resistance.
- The parts and prototypes manufactured using polycarbonate would find its application in the areas where materials with high heat resistance are needed.
- Polycarbonate is transparent.
- The material bends without breaking and so can be used in areas where flexibility is essential.
- This material requires printers that can withstand high temperatures, which are either rare to find. And those which you can find might be costly.
- Polycarbonate is very prone to warping, so special care has to be taken while printing with the material because of which the overall print speed decreases.
- The material has a high tendency of oozing out while the print process is going on.
- Polycarbonate absorbs moisture from the air. This can lead to causing the print defects in parts and functional prototypes that are printed using this material.
The Conclusion
Overall, polycarbonate is a material that is hard to print with, but not impossible. The material requires a good printer that can withstand high temperatures and have a good print surface.
You will also need the right choice of adhesive to make sure the parts that you have printed stick to the print bed. The printer should also have the ability to partition and control the ambient temperature around itself.
Despite all these hardships, parts and prototypes printed with polycarbonate yield strength and durability. If you compare these two features of 3D printed parts with polycarbonate to any other material, we doubt there would be anyone above the level of polycarbonates.
Although 3D print polycarbonate is an iterative process, it does yield strong results. So, enjoy printing with polycarbonate by applying the settings that are shown in this article. All the best with your experiments.





